
Inspiracją do napisania niniejszego artykułu są obserwacje autora związane z tym, jak kolejne generacje inwestorów próbują uzyskać „coś z niczego”. Coś, czyli rynkowo pożądane i cenne paliwa silnikowe jak benzyna i olej napędowy. Z niczego, czyli z odpadów, wyrobów rynkowo niepotrzebnych i opakowań z tworzyw sztucznych. Benzyna i olej napędowy są produktami napędzającymi gospodarkę, których (zawsze zbyt) wysoka cena kusi wielu do zajęcia się tą problematyką.

Fot. Lotos
Problem przetwarzania odpadów tworzywowych w paliwa ma dwa dodatkowe aspekty: polityczny i ekologiczny. Polityczny, ponieważ przetworzenie zalegających odpadów w paliwa teoretycznie zmniejsza zapotrzebowanie na ich import – w znacznej mierze z państwa, które nie pogodziło się jeszcze ze swoją degradacją ze „światowej ekstraklasy” do „ligi regionalnej”. Zmniejszając zapotrzebowanie, zmniejszamy uzależnienie, takie hasło przyświeca entuzjastom paliwa z odpadów.
Aspekt ekologiczny tego procesu to fakt uprzątnięcia i zagospodarowania rzucających się w oczy i przeszkadzających torebek foliowych i innych śmieci. Można by wtedy uznać, że ktoś, kto z powodzeniem zajmie się produkcją paliwa ze śmieci, uzyska status „ekologicznego patrioty” i jeszcze na tym zarobi...
Temat przetwarzania odpadów w paliw obrósł w wielu mitów i przekłamań. Aby je rozwikłać musimy najpierw zaznajomić się podstawowymi pojęciami. Co to jest piroliza? Skąd się biorą śmieci (tworzywowe)? Z czego składa się benzyna i olej napędowy?
Piroliza
W skrócie pirolizę można określić jako proces rozkładu termicznego substancji prowadzony poprzez poddawanie ich działaniu wysokiej temperatury, ale bez kontaktu z tlenem i innymi czynnikami utleniającymi. Jest ona procesem wysokotemperaturowym. Zwykle w trakcie pirolizy bardziej złożone związki chemiczne wchodzące w skład pirolizowanej substancji ulegają rozkładowi do prostszych związków o mniejszej masie cząsteczkowej. Pirolizę najczęściej wykorzystuje się w przemyśle petrochemicznym.
Piroliza jest stosowana m.in.:
- do produkcji monomerów z różnych frakcji ropy naftowej,
- do odzyskiwania monomerów z polimerów w ramach recyklingu,
- do produkcji materiałów ceramicznych,
- do produkcji kompozytów o osnowie ceramicznej lub węglowej wzmacnianych włóknami (np. C–C, SiC–C, (Si–C–N) – SiC),
- do produkcji materiałów szczególnie odpornych termicznie,
- jako jeden z etapów procesu otrzymywania węgla drzewnego,
- jako pierwszy proces podczas utylizacji odpadów przemysłowych lub komunalnych,
- do produkcji koksu z węgla kamiennego w procesie koksowania w piecach koksowniczych.
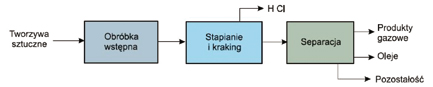
Obróbka wstępna polega na przygotowaniu odpadowego surowca do właściwej pirolizy. Polega ona na sortowaniu odpadów w celu osunięcia z nich niepożądanych składników typu PVC, PET, PA i innych. Prowadzi się też rozdrabnianie odpadów, oddzielanie substancji inertnych (np. piasku itp.) oraz suszenie.
Stapianie i kraking odbywa się w specjalnych reaktorach. To w nich wsad podlega obróbce termicznej. W wyniku temperatury tworzywa topią się i zaczynają przebiegać procesy termicznego rozpadu. Jeżeli mimo obróbki wstępnej do wsadu dostały się niepożądane PVC, to w wyniku rozpadu wydzielać się będzie kwas solny, który w bardzo niekorzystny sposób będzie reagować z materiałem urządzeń. Jeżeli zaś do reaktora dostała się woda, to może ona powodować tworzenie się piany, która znacznie trudni sterowanie procesem.
Separacja to zespół urządzeń rozdzielających produkty pirolizy na poszczególne frakcje. Podstawowymi produktami pirolizy np. poliolefin są: frakcja gazowa, frakcja ciekła i pozostałość stała. Frakcja gazowa często jest używana do podgrzewania wsadu w reaktorze. Frakcja ciekła bardzo często jest dzielona na frakcję benzynową oraz napędową. Pozostałość stała wykorzystywana jest do wytwarzania tzw. karbonizatu, który może być używany jako czarny pigment do zastosowań przemysłowych.
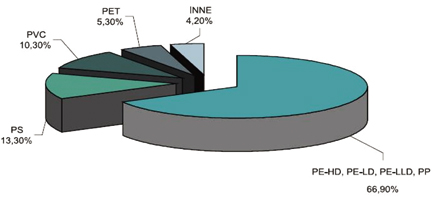
Rys. 2. Udział rodzajów tworzyw sztucznych w odpadach komunalnych
W zależności od szybkości nagrzewania wsadu, temperatury pracy reaktora oraz czasu przebywania w nim par możliwe jest ukierunkowanie procesu na otrzymywanie jednego z trzech preferowanych produktów: karbonizatu, frakcji ciekłej bądź gazu. Stosowanie umiarkowanego reżimu temperaturowego (300–500°C) umożliwia produkcję głównie ciekłych produktów, podczas gdy w wysokich temperaturach (500–900°C) preferowane jest wytwarzanie gazu. Duża ilość karbonizatu powstaje zwłaszcza w procesie pirolizy gumy, szczególnie opon.
Surowce
W Polsce w 2013 roku przetworzono 2,6 mln t tworzyw sztucznych. Większość wyrobów z tworzyw sztucznych (ok. 70%) dość szybko zakończyło swój rynkowy żywot, stając się odpadem. Jest to masa ok. 1,8 mln t odpadów z tworzyw sztucznych, z czego mniej niż 7% wykorzystywanych jest ponownie do produkcji innych wyrobów. Pozostały potencjalny surowiec jest składowany bądź spalany w cementowniach.
W skład odpadów komunalnych wchodzą różne rodzaje tworzyw. Rys. 2 pokazuje jakie są to tworzywa.
Jak wynika z wykresu, dominującą grupą są poliolefiny: polietylen i polipropylen. Te dwa tworzywa mają też najwyższą wartość opałową (ok. 45 GJ/t), porównywalny z wartością opałową oleju napędowego (ok. 43 GJ/t). Następnym tworzywem jest polistyren o wartości opałowej 41,6 GJ/t. Kolejnym tworzywem jest PVC, który nie nadaje się do pirolizy lub spalania z powodu generowania silnie toksycznych i mocno korozyjnych produktów termicznej przeróbki. Następne tworzywo to PET; nie jest ono tak groźne dla człowieka i urządzeń jak PVC, ale jego przeróbka również nastręcza problemy. Podsumowując tę skróconą analizę, można przyjąć, że do pirolizy nadają się głównie poliolefiny (PP, PE) oraz polistyren (PS). Jest to 80% masy wszystkich tworzyw odpadowych czyli 1,45 mln ton tworzyw o średniej wartości opałowej 44 GJ/t.

Benzyna i olej napędowy (diesel) to produkty handlowe przeznaczone do zasilania silników z zapłonem iskrowym oraz zapłonem samoczynnym. Produkuje się je w zdecydowanej masie z ropy naftowej, choć coraz częściej próbuje się innych źródeł. Benzynę z ropy naftowej może zastąpić alkohol otrzymywany z biomasy, a olej napędowy może zostać zastąpiony przez oleje roślinne lub ich bioestry. Bardzo często spotyka się mieszaniny tych zastępców z materiałami pierwotnymi.
Bez względu na pochodzenie składników paliwa musi ono spełniać ściśle określone wymagania fizykochemiczne oraz zawierać liczne dodatki ulepszające, których liczba sięga niekiedy 30! Najważniejszym parametrem, jaki musi spełniać paliwo, jest tzw. zakres temperatur destylacji.
Benzyna jest paliwem składającym się z frakcji węglowodorowych o temperaturach wrzenia mieszczących się w zakresie od 45°C do 200°C. Olej napędowy to składniki o temperaturach wrzenia od 240°C do 350°C. Dlatego popularnie frakcje naftowe o określonych temperaturach określa się mianem frakcji benzynowej lub frakcji napędowej. W skrócie może to zabrzmieć np.: benzyna reformingowa lub benzyna krakingowa. Myli to laików, którzy często utożsamiają surową frakcję z produktem handlowym.
Oprócz zakresu temperatur wrzenia paliwo silnikowe musi charakteryzować się odpowiednio niską zawartością składników, które mogą przeszkadzać w procesie spalania paliwa lub doprowadzić do awarii silnika. Są to niektóre związki aromatyczne, związki nienasycone, związki o charakterze żywic i asfaltów, a nawet parafiny. Aby się ich pozbyć z frakcji paliwowych, poddaje się je różnym procesom oczyszczania. Dopiero z tak oczyszczonych frakcji komponuje się surową benzynę lub olej napędowy. Do surowych paliw dodaje się składniki modyfikujące i uszlachetniające, dokładnie miesza i dopiero w tym momencie powstaje paliwo silnikowe.
Frakcje paliwowe pochodzące z pirolizy tworzyw zawierają dużą ilość związków przeszkadzających w procesie spalania silnikowego. Absolutnie nie nadają się do bezpośredniego zasilania silników! Aby można było je zastosować jako komponenty paliw muszą zostać poddane procesom oczyszczania, opisanym wcześniej przy produkcji paliw z ropy naftowej. Procesy te są jednak dość kosztowne.
Liniami technologicznymi do przeprowadzania takich procesów dysponują w Polsce tylko Orlen i Lotos. Sensowne byłoby więc odsprzedawanie im takich frakcji w celu dalszego ich uszlachetniania. Niestety firmy te nie są zainteresowane pozyskaniem takich frakcji do produkcji paliw...
Jedynym sensownym paliwem, jakie można wyprodukować na bazie surowców popirolitycznych jest tzw. olej opałowy lekki, stosowany w piecach grzewczych i parowych. Nie oznacza to jednak, że piec można bezpośrednio zasilać frakcją popirolityczną. Olej opałowy również należy wstępnie oczyścić i dodać stosowne modyfikatory i stabilizatory. Jednakże skala rafinacji i modyfikacji jest niewielka i dostępna dla firm nie wchodzących w skład wspomnianych wyżej koncernów. Sam koszt tych dodatkowych procesów także nie jest duży.
Wnioski
Na podstawie przytoczonych powyżej informacji dotyczących procesu pirolizy można sformułować kilka wniosków i przesłanek, użytecznych dla inwestorów pragnących zainwestować w pirolizę:
- Do pirolizy nie można stosować wszystkich odpadów tworzywowych. Odpady należy starannie wyselekcjonować i pozbawić zanieczyszczeń.
- Trudno pozyskać odpowiednie jakościowo odpady, ponieważ używane są one z jednej strony (te lepsze) jako wsad na linie myjące i dalej do recyklingu, a z drugiej strony (te gorsze) jako tzw. paliwo ekologiczne dla cementowni.
- Z pirolizatu nie uda się wyprodukować paliw silnikowych o jakości zgodnej z normą. Możliwa jest tylko produkcja oleju opałowego lekkiego.
- Niska jest efektywność ekonomiczna tej technologii. Cena zakupu wstępnie oczyszczonego surowca jest dość wysoka, a cena zbytu paliwa niezbyt wygórowana. Należy również pamiętać, że część surowca (25-30%) zamienia się w gaz i koksik. Gazu można używać do podgrzewania reaktora, lecz koksik jest odpadem obciążającym budżet przedsięwzięcia.
- W Polsce nie ma dopłat do tego rodzaju działalności, choć w innych krajach tak się zdarza.
- Brak jest potencjalnych klientów – firm przetwarzających pirolizat w Polsce.
- Wielkie koncerny – producenci paliw nie są zainteresowane zakupem takich frakcji.
- W Polsce w ciągu ostatnich 20 lat wiele firm próbowało prowadzić taką działalność w oparciu o technologie własne, jak i zagraniczne. Wszystkie znane mi bez wyjątku zakończyły działalność z przyczyn ekonomicznych.
- Część tych firm zakończyła działalność na skutek postępowań karnoskarbowych.
- Klienci w Polsce nie ufają dostawcom tego produktu, uważając, że wiąże się z tym działalność typu przestępczego.
W powyższym tekście autor usilnie próbował zniechęcić czytelników do idei pirolizy tworzyw. Przytoczone argumenty są wyłączną opinią zawodową autora, sformułowaną na podstawie doświadczenia z 25 lat zmagania się z problemem. Dlatego jeżeli ktoś z Sz.P. Czytelników jest przeciwnego zdania lub uważa niektóre problemy za niewłaściwie przedstawione, jest proszony o przedstawienie swojej krytycznej opinii. Jesteśmy bowiem zdania, że poprawi to naszą wiedzę o problemie.
W następnym numerze zastanowimy się: Jeśli nie piroliza, to co? Inne sposoby termicznego przetwarzania odpadów z tworzyw!
Jerzy Żelaziński
Nowoczesna Gospodarka Odpadami 4(7) 2014


