
Technologia water-jet jest jedną z metod recyklingu zużytych opon. Zalicza się ją do recyklingu materiałowego, a pozyskiwanym materiałem jest oczywiście guma. W poprzednim wydaniu NGO ukazał się artykuł omawiający tę metodę – dalej autorzy kontynuują temat, koncentrując się na szczegółach procedury.

Rys. 1. Maszyna water-jet wykorzystywana do badań
Możliwości wykorzystania technologii water-jet w materiałowym recyklingu opon potwierdzone zostały licznymi pracami doświadczalnymi [1, 2]. W literaturze [2] zaprezentowano stanowiska badawcze, przy użyciu których możliwa była weryfikacja eksperymentalna metody. Cechą wspólną wymienionych stanowisk było oddziaływanie pojedynczego strumienia wody na powierzchnię opony. W celu lepszego zrozumienia tego procesu postanowiono przeprowadzić badania, wykorzystując stacjonarną wycinarkę wodną przestawioną na rys. 1. Sposób podparcia opony pokazano na rys. 2.

Rys. 2. Krata podpierająca oponę
Dane techniczne wycinarki:
- stół roboczy – wanna wypełniona wodą i wyposażona w stalowy stelaż do układania wycinanych elementów,
- zakres roboczy głowicy tnącej:
- oś X: 1300 mm
- oś Y: 1300 mm
- oś Z: 160 mm
- parametry cięcia:
- dokładność: ± 0,1 mm
- powtarzalność: ± 0,025 mm
- prędkość posuwu: 0–15000 mm/min.
- pompa wysokiego ciśnienia:
- maksymalne ciśnienie: 300 MPa
- wydatek wody: 37 dm3/min.
- moc napędu: 30 kW
- średnica dyszy tnącej:
- 1,016 mm
- odległość dyszy od powierzchni próbki opony l = 5 mm,
- prędkość posuwu dyszy w = 200 mm/min.
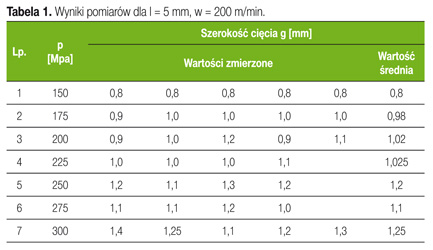
Na podstawie zmierzonych wartości obliczono:
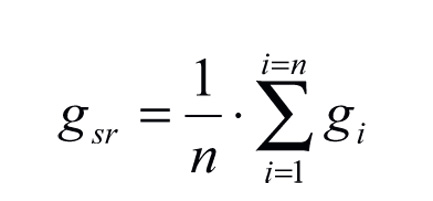
- średnią arytmetyczną (tabela 1):
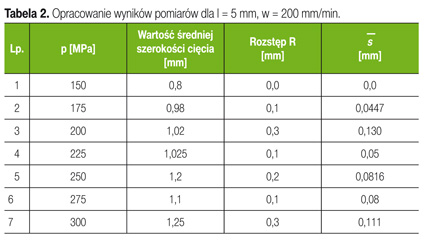
- rozstęp R (tabela 2):
R = gmax – gmin
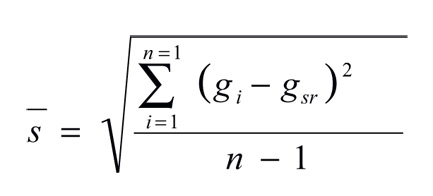
- odchylenie standardowe (tabela 2):
Wyniki obliczeń zawarto w tabeli 2.
Przebieg zależności g = f(p) przedstawiono na rys. 3.
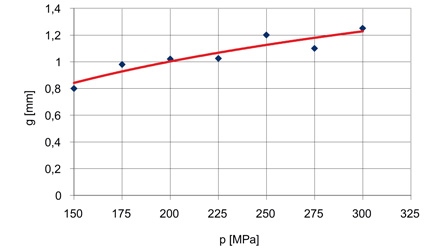
Rys. 3. Zależność szerokości cięcia g od ciśnienia wody p przy l = 5 mm i w = 200 mm/min.
W wyniku oddziaływania pojedynczych strumieni wody uzyskiwano linie cięcia pokazane na rys. 4.

Rys. 4. Linie cięcia powstałe w wyniku oddziaływania pojedynczych strumieni wody
Wnioski
- Wzrost ciśnienia p natryskiwanej wody powodował zwiększenie szerokości cięcia g.
- Szerokości cięcia zmierzone dla poszczególnych ciśnień p cechują się dużą powtarzalnością, o czym świadczy także rozstęp R.
- W celu uzyskania pełniejszej informacji nt. oddziaływania pojedynczej strugi na oponę należałoby przebadać także wpływ takich parametrów procesu jak: prędkość posuwu głowicy tnącej, odległości dyszy oraz kąt jej ustawienia względem opony.
Literatura:
[1] H. Holka, T. Jarzyna: Metoda dekompozycji i recyklingu materiałowego opon samochodowych.. Inżynieria i Aparatura Chemiczna, 5, 2008, 11-12.
[2] H. Holka, T. Jarzyna: Analiza eksperymentalna dekompozycji opon metodą water-jet. Inżynieria i Aparatura Chemiczna, 2, 2009, 52-53.
prof. dr hab. Inż. Henryk Holka
dr inż. Tomasz Jarzyna
Wydział Mechaniczny, Uniwersytet Technologiczno-Przyrodniczy, Bydgoszcz
Nowoczesna Gospodarka Odpadami 2(5) 2014

